
钣金折弯是改变板材角度的过程。例如,将板材成型为V形、U形等。一般来说,有两种弯曲板材的方法:一种是模具折弯,用于结构较复杂、体积较小和大体积加工的板材结构;另一种是用折弯机折弯,用于结构尺寸较大或体积较小的板材加工。这两种弯曲方法有各自的原理、特点和适用性。
钣金折弯成形基本原理
钣金折弯成形基本原理下图所示:
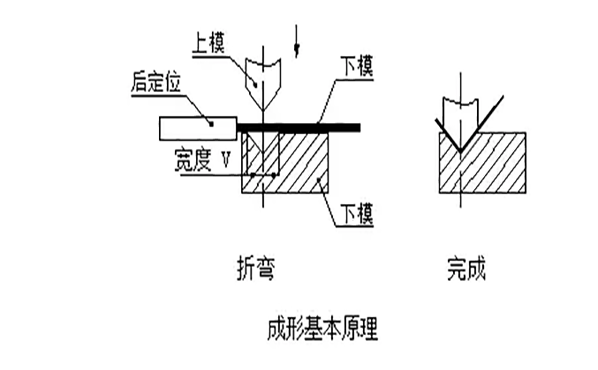
折弯刀(上模)
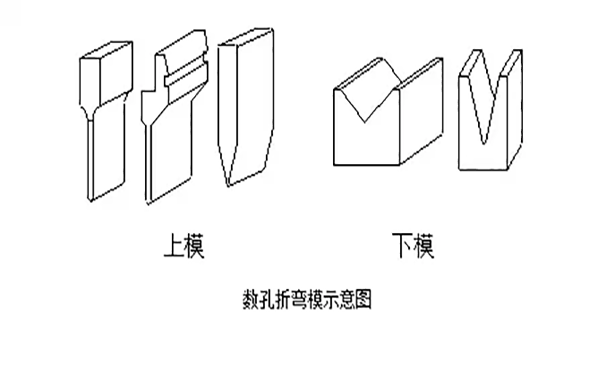
折弯工具的形状如下图所示,加工主要是根据工件的形状来进行。一般来说,机械加工厂家都有各种形状的折弯工具,特别是对那些专业程度高的厂家来说,许多形状和尺寸的折弯工具都是为加工各种复杂的弯管而定制的。
下模一般的宽度=材料厚度的6倍
为了满足产品要求,确保折弯机的安全使用,制造商有一系列的折弯模具,在结构设计过程中,我们必须对现有的折弯模具有一个大致的了解。见下图,左边是上模,右边是下模。
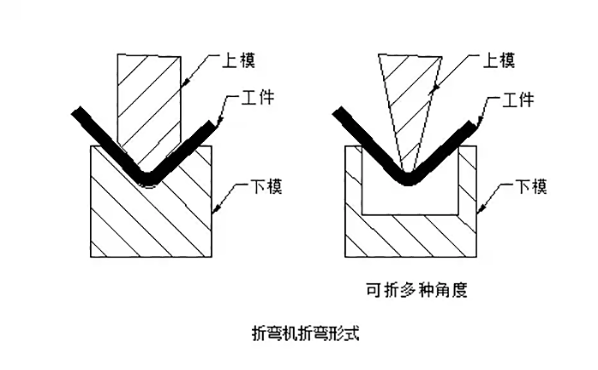
折弯形式一般都是如下图所示:
钣金折弯快速计算方法
钣金折弯时,一部分材料被拉长,另一部分被压缩,这受到以下因素的影响:材料的类型、材料的厚度、材料的热处理和折弯过程的角度。
- 板料的外层在折弯过程中承受拉应力,内层在既非拉也非压的瞬时层之间承受压应力,瞬时层称为中性层;折弯过程中中性层的长度与折弯前相同,保持不变,所以中性层是计算折弯部分展开长度的参考点。
- 展开计算的基本公式:展开长度 = 料内+料内+补偿量
以上就是钣金折弯中钣金件常遇到的问题,大家还想要了解更多钣金加工小知识吗?铂盾会持续给大家科普更多钣金加工小知识。


